Compared to outside reclamation services (with “haul-away” costs rapidly increasing), in house distillation can significantly improve your bottom line. In addition, liabilities for transportation and disposal of hazardous waste are substantially reduced. The smallest unit (LS-Junior) distills 3-5 gallons per shift and is more and more used in paint shops.
In recent years, the Resource Conservation Recovery Act (RCRA) has given “cradle to grave” responsibility to generators of hazardous waste for its storage, transportation and disposal.
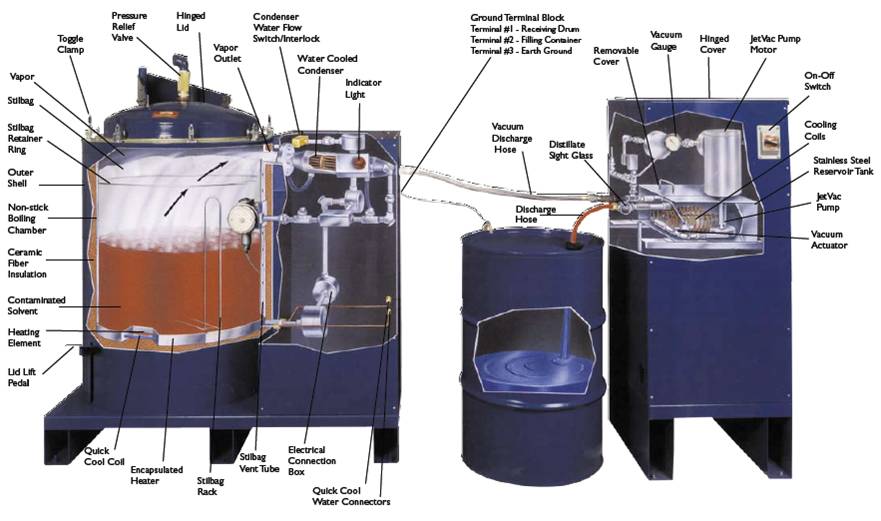
How it works:
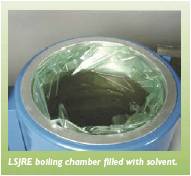
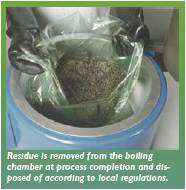
Solvent is poured or pumped into the Teflon – coated boiling chamber, which the operator lines with a standard Stilbag. After the chamber lid is secured, heat is transferred from the encapsulated heater through the conductive walls of the chamber directly into the solvent. As the solvent boils, vapors form and pass through the vapor tube into a water-cooled condenser. Vapors are condensed into a liquid state. This clean, 99% pure distillate gravity flows into an approved customer provided 15 or 55 gallon drum. After cooling, residue remaining in the Teflon – coated boiling chamber is then removed via the Stilbag.

|